彈簧是一般機(jī)械不可缺少的零件,它在工作過程中起到緩沖平衡、儲存能量、自動(dòng)控制、回位定位、安全保險(xiǎn)等作用。彈簧在使用過程中常因各種原因?qū)е率Ф饳C(jī)械故障。為此,有必要討論引起彈簧失效的原因及預(yù)防措施。
導(dǎo)致彈簧失效的主要因素有材料缺陷,加工制造缺陷,熱處理不當(dāng),表面處理不當(dāng),工作環(huán)境因素等。通過對近幾年21個(gè)彈簧失效案例的匯總分析,彈簧表面缺陷,包括碰撞磕痕、微動(dòng)磨損、凹坑等造成彈簧失效的比例最大,占50%;另外還有裂紋占有20%;夾雜、疏松13%;脫碳、熱處理、表面強(qiáng)化分別占3%左右。彈簧失效可由一種原因引起,也可由幾種原因因素綜合作用所致。因此,對彈簧的失效分析必須先對實(shí)例的失效現(xiàn)象進(jìn)行種種調(diào)查分析,弄清楚其失效模式,然后找出其失效的原因因素,從而提出改進(jìn)措施。
一、彈簧原材料引起的彈簧失效:
1、由于鋼的冶煉方法不同,會使鋼中存在不同程度造成彈簧早期疲勞失效的夾雜物,夾雜物過量或尺寸過大,均勻度不好都會影響材料的力學(xué)性能,容易早期疲勞失效。
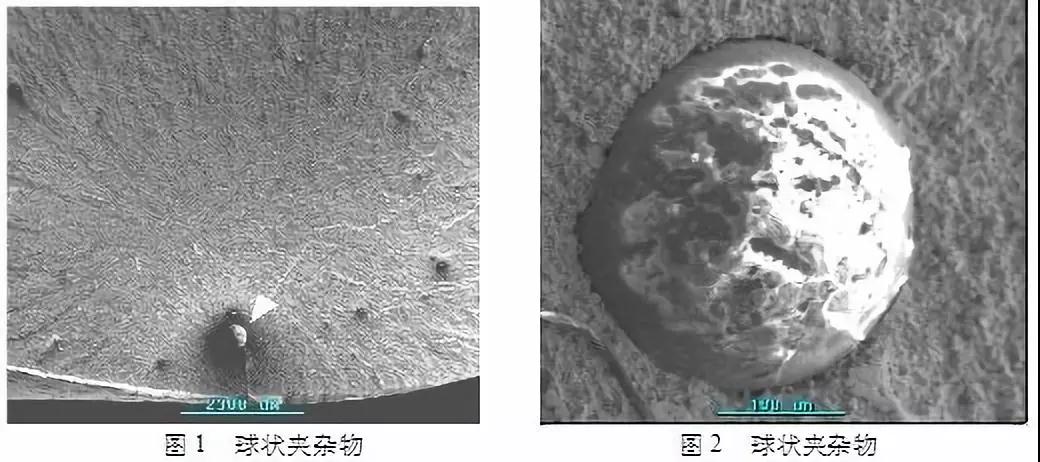
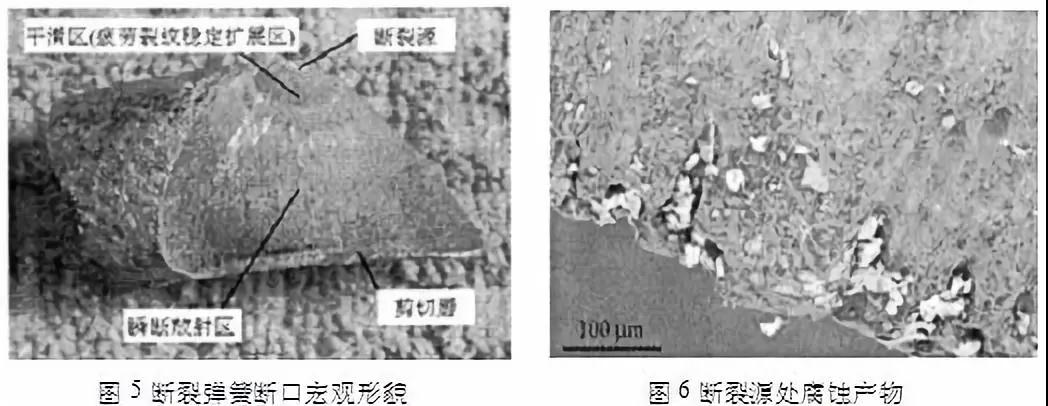
實(shí)例:某公司一件型號為SY6480(Ф22mm)的車輛懸架用扭桿彈簧,在新車出庫時(shí)便發(fā)生斷裂,分析認(rèn)為斷裂起源于彈簧亞表面存在的一個(gè)粗大脆性夾雜物(如圖1,圖2(圖1的放大圖))。
預(yù)防措施:彈簧材料必須有優(yōu)良的冶金質(zhì)量,如嚴(yán)格控制化學(xué)成分、高純凈度,較低夾雜物含量,同時(shí)還要求材料成分和組織的均勻性和穩(wěn)定性。為了降低鋼中有害氣體和雜質(zhì)元素,提高鋼的純凈度,應(yīng)采用真空冶煉及電渣重熔等精煉技術(shù)。
2、軋制過程可能引起的缺陷:殘余縮管及中心裂紋;折疊缺陷(如圖3);線狀缺陷、劃痕;表面銹蝕坑;過燒、桔皮狀表面、麻坑;這些都可能導(dǎo)致彈簧失效。所以鋼廠應(yīng)盡量避免和消除軋制過程中產(chǎn)生的缺陷,彈簧廠應(yīng)加強(qiáng)對彈簧原材料質(zhì)量檢查,盡量采用表面質(zhì)量好的材料。
冷成形螺旋彈簧在卷簧時(shí)由于卷簧過程中工藝裝備不良或調(diào)整操作不當(dāng)會產(chǎn)生彈簧的表面缺陷。如自動(dòng)卷簧機(jī)上切斷彈簧時(shí)切刀就有可能插傷鄰近彈簧圈鋼絲的內(nèi)表面。熱成形彈簧由于熱成形加熱溫度過高彈簧表面產(chǎn)生桔皮狀缺陷,使彈簧疲勞壽命大幅度降低。或者,熱成形時(shí),由于加熱溫度過低,鋼的塑性不夠,熱成形過程中彈簧表面應(yīng)力超過材料強(qiáng)度極限會產(chǎn)生裂紋[1]。所以在制造過程中也要加強(qiáng)對彈簧表面質(zhì)量檢查,盡量避免表面缺陷的產(chǎn)生。
二、制造過程中引起的彈簧失效:
冷成形螺旋彈簧在卷簧時(shí)由于卷簧過程中工藝裝備不良或調(diào)整操作不當(dāng)會產(chǎn)生彈簧的表面缺陷。如自動(dòng)卷簧機(jī)上切斷彈簧時(shí)切刀就有可能插傷鄰近彈簧圈鋼絲的內(nèi)表面。熱成形彈簧由于熱成形加熱溫度過高彈簧表面產(chǎn)生桔皮狀缺陷,使彈簧疲勞壽命大幅度降低。或者,熱成形時(shí),由于加熱溫度過低,鋼的塑性不夠,熱成形過程中彈簧表面應(yīng)力超過材料強(qiáng)度極限會產(chǎn)生裂紋。所以在制造過程中也要加強(qiáng)對彈簧表面質(zhì)量檢查,盡量避免表面缺陷的產(chǎn)生。
三、熱處理工藝缺陷造成的彈簧失效:
彈簧在加熱或冷卻期間表面和中心溫度分布不均勻會引起熱應(yīng)力,相變的過程會造成組織應(yīng)力,其總值超過材料的強(qiáng)度極限時(shí)會導(dǎo)致開裂。這種缺陷多見于尺寸較大的在水中淬火的彈簧,其裂紋產(chǎn)生后無法修復(fù)只能報(bào)廢。另外原材料的缺陷,如鋼中的殘余縮孔、白點(diǎn)、冷加工刀痕、冷拉和熱軋過程中的劃痕、折疊等缺陷,都會造成淬火時(shí)的應(yīng)力集中而開裂。如圖4所示即為某公司彈簧由于最初的表面上的短淺折疊裂紋,在淬火熱處理時(shí),該裂紋沿徑向擴(kuò)展至3.9mm,在做疲勞試驗(yàn)時(shí),它首先擴(kuò)展,直至達(dá)到臨界尺寸而引起彈簧的瞬時(shí)破斷。熱處理不當(dāng)產(chǎn)生的非正常組織如粗大的淬火馬氏體;先共析鐵素體或游離鐵素體;碳化物偏析;彈簧的熱處理變形;表面氧化與脫碳都會造成彈簧失效。
實(shí)例:某廠60Si2MnA熱成型彈簧,d=25,D=120,n=5,在溫度900~950℃卷制成型,卷后一次淬火,470~490℃回火。裝車使用后彈簧連續(xù)幾次發(fā)生早期失效。對已失效的彈簧進(jìn)行檢查,發(fā)現(xiàn)個(gè)別彈簧出現(xiàn)淬火裂紋,經(jīng)爐氣成分分析發(fā)現(xiàn),大約有一個(gè)月煤氣成分不當(dāng),發(fā)熱量偏高,使?fàn)t溫過高,個(gè)別彈簧過熱,奧氏體晶粒粗大,水中淬火后出現(xiàn)淬火裂紋,由于水的冷卻能力很強(qiáng),在奧氏體向馬氏體轉(zhuǎn)變溫度區(qū),彈簧表面與心部溫差增大,因馬氏體相變的先后不同,引起很大的組織應(yīng)力,因而出現(xiàn)裂紋。
預(yù)防措施:除嚴(yán)格控制好加熱溫度、保溫時(shí)間外,控制爐內(nèi)氣氛是很重要的,定期分析加熱煤氣成分,保證熱量供應(yīng)正常;為了減少變形,杜絕淬火開裂,除了尺寸過大的熱成形彈簧外,一般熱成形彈簧采用在油中冷卻。
四、表面處理工藝不當(dāng)造成的彈簧失效:
1、表面噴丸強(qiáng)化工藝,噴丸強(qiáng)化設(shè)備、工藝方法及操作水平對噴丸強(qiáng)化有很大的影響,如果制造者不把噴丸工藝當(dāng)作一個(gè)重要的強(qiáng)化工藝,充分注意噴丸工藝的控制,也不進(jìn)行工藝效果的必要檢測,那么噴丸處理有可能得不到它應(yīng)有的強(qiáng)化效果,甚至可能成為彈簧發(fā)生早期失效的誘因。
實(shí)例:某廠進(jìn)口的彈簧原材料,是經(jīng)滲氮表面處理的,表面硬度較高,經(jīng)噴丸處理后,導(dǎo)致表面產(chǎn)生裂紋而最終斷裂。所以針對不同的材料,經(jīng)不同的工藝處理后,要選擇的合適的噴丸工藝。
2、電鍍時(shí)彈簧表面及鍍層中富含的氫氣,如不能得到及時(shí)和充分的清除,可導(dǎo)致彈簧在工作時(shí)的氫致滯后斷裂而失效。有時(shí)在氧化處理或磷化處理前,為了去除彈簧表面的氧化皮和銹跡,需進(jìn)行酸洗。當(dāng)酸洗過度造成氫大量滲入零件內(nèi)部,而又未能及時(shí)和充分的除氫處理時(shí),可導(dǎo)致彈簧的氫脆斷裂失效。
實(shí)例:直徑0.6mm的70"冷拔碳素彈簧鋼絲鍍鎘后,制成中徑4.0mm扭轉(zhuǎn)彈簧,在裝配時(shí)發(fā)生斷裂。采用能譜分析(EDS)、金相分析和掃描電鏡(SEM)對斷口進(jìn)行了宏觀和微觀檢測及分析。結(jié)果表明:彈簧在繞制過程中的殘余拉應(yīng)力以及在鍍前接觸了含氫介質(zhì),致使大量的氫殘留并呈彌散分布形態(tài),進(jìn)而形成沿晶裂紋,在外力作用下,導(dǎo)致彈簧沿晶脆性斷裂。
五、工作條件對彈簧失效的影響:
1、負(fù)載狀況對彈簧失效的影響
通用機(jī)械中受沖擊作用的彈簧很多,如噴油泵之柱塞彈簧。這種彈簧常在第二、三圈處折斷,因?yàn)榈诙⑷κ紫仁艿經(jīng)_擊載荷且不能足夠快地傳給其它各圈,頭幾圈承受了大部分沖擊,且比其各圈變形大得多。
設(shè)計(jì)者應(yīng)考慮到動(dòng)力效應(yīng),盡可能避免一端的交變運(yùn)動(dòng)與彈簧的自然頻率之一發(fā)生共振。但有時(shí)共振現(xiàn)象無法避免,應(yīng)力幅度會增加5%以上,則要采取相應(yīng)措施,例如采用較高的自然頻率,使其不與低次諧波共振。設(shè)計(jì)合理的凸輪外形,以降低工作階段的節(jié)距。減少彈簧端部的節(jié)距,以改變沖擊時(shí)的自然頻率;對彈簧中部增用摩擦強(qiáng)迫阻尼。
嚴(yán)格說來,彈簧工作時(shí),載荷不可能作用在幾何中心線上,會形成偏心載荷,總偏一個(gè)距離e,這種負(fù)載偏心要產(chǎn)生附加的應(yīng)力,而使彈簧安全應(yīng)力顯著減小,導(dǎo)致彈簧過早失效。另外彈簧運(yùn)行之初承受過載荷也非常危險(xiǎn),初期過載損傷的累積將降低彈簧疲勞極限而導(dǎo)致早期疲勞斷裂。
2、環(huán)境因素對彈簧失效的影響
在腐蝕環(huán)境中承受交變載荷將發(fā)生腐蝕疲勞,由于腐蝕環(huán)境能加速疲勞的萌生和擴(kuò)展,因而會顯著降低彈簧的疲勞壽命。例如彈簧鋼試樣在淡水腐蝕下的持久極限僅是大氣中的10%~25%。
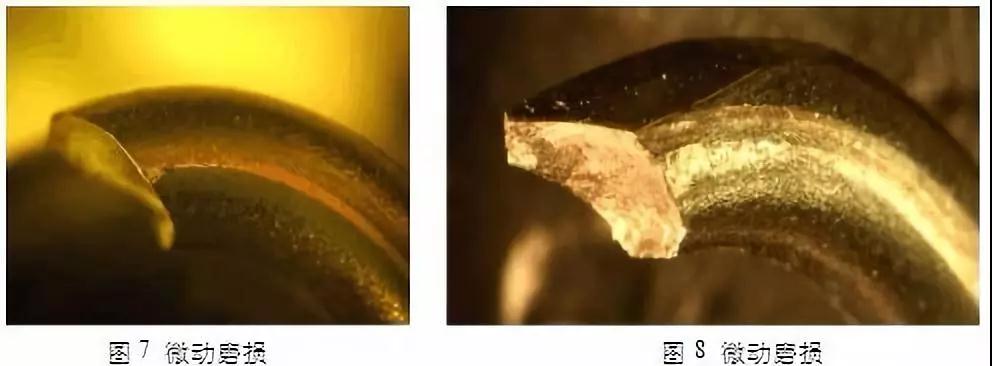
實(shí)例:對某電廠汽輪機(jī)主汽門操縱座彈簧的斷裂失效進(jìn)行了分析。結(jié)果表明:彈簧材料化學(xué)成分及組織都符合國家標(biāo)準(zhǔn),導(dǎo)致其早期疲勞斷裂的主要原因是彈簧表面的腐蝕坑(如圖5,圖6);腐蝕坑是在彈簧使用前的放置過程中形成的,改善彈簧放置環(huán)境和縮短放置時(shí)間可以避免腐蝕坑的產(chǎn)生。
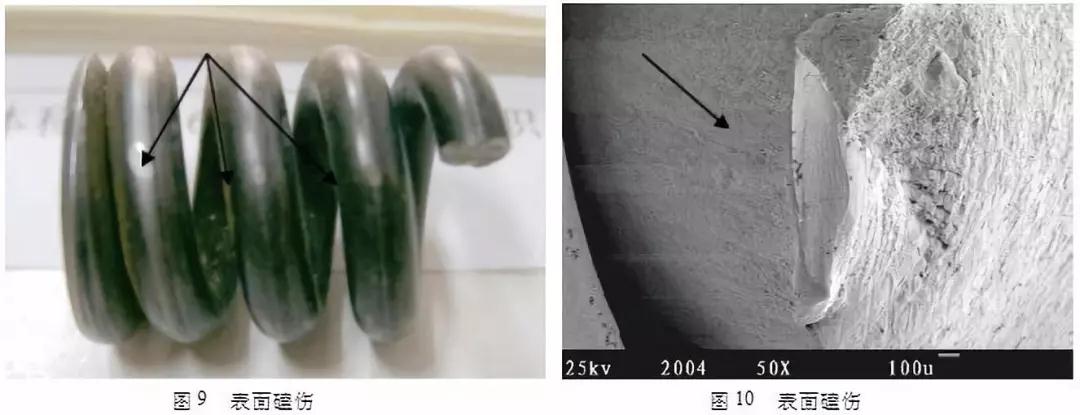
在彈簧類零件中,如螺旋壓縮彈簧的兩個(gè)端圈,拉伸彈簧的彎鉤,扭桿的固定端,板簧的片與片之間都可能產(chǎn)生微動(dòng)磨損(如圖7,圖8)。某公司的離合器減振彈簧在疲勞試驗(yàn)中斷裂,經(jīng)分析彈簧多處受到外力碰撞摩擦,造成彈簧過渡圈的接觸帶位置發(fā)生偏移,使得微振磨損不只發(fā)生在一個(gè)平面上,造成不同微振磨損平面的交迭,導(dǎo)致平面相交處的應(yīng)力集中,導(dǎo)致斷裂。
預(yù)防措施:可采取用抗腐蝕的材料或者在彈簧表面形成一個(gè)保護(hù)層的表面處理方法來解決。
3、微動(dòng)磨損及碰撞磕痕、凹坑
預(yù)防措施:除消除振動(dòng)和改進(jìn)結(jié)構(gòu)設(shè)計(jì)外,采用各種表面處理如離子注入,化學(xué)熱處理以及噴丸、滾壓等表面硬化工藝,提高表面的耐磨和疲勞性能,可以提高其抵抗微動(dòng)磨損的能力。而降低表面的摩擦系數(shù)即通過潤滑方式包括固體、半固體、及液體也可以減緩微動(dòng)損傷的進(jìn)程。
彈簧因?yàn)楸砻婵暮邸伎拥纫饛椈墒У那闆r很多,在失效件中占很大比例。如某公司離合器從動(dòng)盤彈簧由于彈簧表面存在的嚴(yán)重磕傷而導(dǎo)致它過早疲勞斷裂(如圖9,圖10)。這種表面缺陷可能發(fā)生在彈簧制造過程中,也可能在使用過程中磕碰產(chǎn)生,制造過程前面已述,而在使用過程,使用者要檢查使用環(huán)境,避免彈簧受碰撞等。
4、工作溫度的影響
因不同的材料有不同的耐熱性能,溫度升高時(shí),金屬會受熱膨脹,尺寸的相應(yīng)變化會改變彈簧的各種性能。不僅如此,彈簧的彈性模量E和切變模量G下降,因此,即使在載荷不變的條件下,彈簧的變形量將增大。而且,在應(yīng)力、溫度和時(shí)間的共同作用下,變形和松弛將是彈簧失效的一個(gè)重要模式。
實(shí)例:采用琴鋼絲制造的壓縮機(jī)閥簧,如長時(shí)間在160℃以上工作,由于應(yīng)力松弛和高度的減小,幾乎所有閥簧都被壓縮在閥座孔內(nèi),喪失了閥簧的工作性能而失效。
低溫與高溫條件相反,低溫會使材料的彈性模量、硬度及強(qiáng)度增加,但其塑性和韌性下降,特別是當(dāng)溫度低于該材料的冷脆轉(zhuǎn)變溫度時(shí),材料的脆性將非常嚴(yán)重,例如,在零下40℃時(shí),在沖擊載荷條件下工作的彈簧往往會碎成幾段。





廠家")
構(gòu)耐高溫彈簧--70型")
構(gòu)耐高溫彈簧--85型")